How to Feed Wire Through a Mig Welder
Installing the wire
Hobby MIG welders tend to be plagued by wire feed troubles. The wire feed arrangements on the cheaper MIGs don't tend to be up to the job, although their effectiveness can be improved by a good set up procedure.
MIG welders are very sensitive to wire feeder settings and liner condition. The wire liner is a service item and should be replaced regularly especially if rusty wire has been run through it. See replacing a wire liner for details.
Preparing the wire
The wire reel mounting normally includes a spring tensioner. This tensioner should be initially tightened to the point where the reel of wire doesn't unravel under it's own spring tension.
The first 3 inches of wire should be as straight as possible to reduce the chance of damage to the liner or snagging as the wire is fed through. Sharp wire cutters can be used for trimming.
Letting go of the end of the wire would cause it to unravel and tangle. (In the photo the hand normally used to hold the wire when cutting is being used to operate the camera.)

Feeding the wire to the torch
The wire is inserted through the guide tube and over the roller. On the torch side of the welder the small hole of the end of the wire liner should be visible. The end of the wire can be aligned with that hole using a small screwdriver or the piece of wire that was removed at the start.
The wire can then be pushed into the liner manually for a few inches, and should feed easily and without any force. If force is required it is likely that the wire has missed the liner.
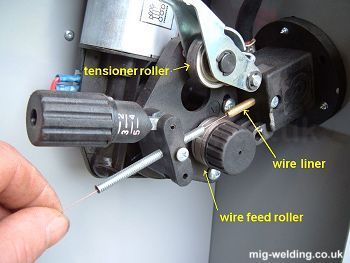
The wire feed roller itself will normally have two grooves, and is secured either by a grub screw in the side of the roller, or a knurled plastic cap as in the photo. The groves on UK welders are normally matched to 0.6mm and 0.8mm wire and the roller can be reversed to line up the appropriate groove for the wire size being used.
Rust or grease on the wire can reduce the effectiveness of the rollers, and they need to be cleaned with a dry cloth before inserting the wire.
With the wire pushed a couple of inches into the liner replace the tensioner clamp, switch on the welder and use the wire feed mechanism to push the wire through the liner. The torch should be a straight as possible especially near the torch to reduce the chance of the end of the wire wire catching inside the liner.

On some welders it can help to remove the contact tip from the end of the torch before feeding the wire through. The gas shroud is secured by a spring and can be removed by pulling and twisting in a clockwise direction, and the tip has a standard screw thread that unscrews in an anti-clockwise direction (viewed as in the photo). Never unscrew the tip when it is still hot or it may break or strip the thread inside the torch.
If the wire snags in the torch it may be possible to withdraw a little wire onto the reel, and use a rotating motion with the torch to get the wire past the snagging point.

Setting the roller tensioner
The wire is driven by friction between the wire feed drive roller and the wire. This method of drive commonly causes problems on hobby welders where the tensioner is not robust. Care in tensioning the wire feed can prolong the life of the tensioner mechanism.
Tightening the tensioner fully can cause the tensioners or tensioner mountings to bend and could also shear the motor gearing if the wire were to stick in the tip during welding. The minimum tension that will ensure good wire feed is recommended.

One way to judge the wire feed tension is to grip the wire very lightly between your fingers and pull the trigger. Care is needed with this approach as if the wire were to touch the earth clamp it would arc, resulting in burned fingers and possibly arc eye.
Starting with very little tension on the wire feed mechanism, Increase the tension until the wire feed stops slipping, but do not grip the wire so tightly that the wire feed motor slows.
The wire should ideally start to slip inside the rollers before the motor stalls.

Setting the reel tensioner
Finally check the tension on the wire reel. The tensioner on the reel is there to stop the wire becoming loose and tangled, but the tension should be as light as possible to make life easy for the wire feed mechanism.
Set your wire speed to the maximum you are likely to use, and press the trigger on the torch. The wire reel should stop without unraveling when you lift off the trigger.

Avoiding wire feed problems
Wire feed problems are commonly caused by rusty welding wire. The rust acts as a lubricant on the feed rollers causing slip, and as an abrasive on the wire liner which increases resistance.
Wire can quickly go rusty when left unused inside a welder. Ideally the wire should be removed and stored indoors when the welder is not in use. This wire in the photo was reusable after the top couple of layers of wire had been removed. Liners damaged by rusty wire can be replaced fairly cheaply.

Other wire feed info
- Wire liners do wear and are considered to be a service item. Professional welders might replace the liner after every 100kg of wire. On most welders the liner can be unscrewed at each end and pulled out of the cord. Replacement liners only cost a few pounds. See replacing a wire liner for details.
- The grove in the roller varies between metal type. A V shaped groove is used for standard mild steel wire. For flux cored wire the groove often has a knurled finish. Aluminium wire is much softer than steel and tends to be used with a U shaped groove.
- The common sizes of wire reel are 1kg, 5kg and 15kg. The 5kg and 15kg reels have similar mountings, but the reels are different in width and diameter, and the 1kg reel has a smaller mounting. Welders won't necessarily be supplied with the fittings to suit all types, and hobby welders might not be big enough to take 15kg reels.
- Wire liners come in steel, plastic and teflon. The steel liners are the most robust and are excellent for mild steel wire, offering the lowest resistance to the wire. Teflon liners are intended for use with aluminium wire, though plastic liners can also be used for aluminium welding.
MIG welding wire varies in quality. Wire from DIY stores tends to be made in China from whatever metal they have lying around. It can go rusty quickly, catch as it feeds from the reel, and can spatter due to poor composition.
Personally I use Lincoln Electric MIG wire which is both good quality and reasonably priced. Any welding supplier should be able to supply decent branded wire. DIY stores are generally unable to supply decent wire.

burnsidetwome1963.blogspot.com
Source: https://www.mig-welding.co.uk/wire-feed.htm
0 Response to "How to Feed Wire Through a Mig Welder"
Post a Comment